Вращающаяся печь для обжига извести:
Основное оборудование для обжига извести во вращающейся печи включает предварительный нагреватель, вращающуюся печь и охладитель. Вспомогательное оборудование включает устройства для хранения известняка, подающие устройства, оборудование для очистки отходящих газов и пылеулавливания, оборудование для обработки и хранения готовой продукции, а также горелочное оборудование.
Известняк измельчается в дробилке до размера 10–50 мм, затем через подающее оборудование поступает в предварительный нагреватель, образуя слой материала, движущийся вниз. Далее материал через желоб подаётся во вращающуюся печь с помощью регулируемого лопастного питателя.
Высокотемпературные газы (1000–1100 °С), выходящие из печи, проходят пылеулавливающий циклон для отделения пыли, затем по трубопроводу поднимаются в предварительный нагреватель. При прохождении через слой материала тепло передаётся известняку, после чего газы покидают нагреватель. Температура газов на выходе составляет 250–350 °С, известняк нагревается до примерно 700 °С, степень разложения составляет около 20 %. Зона обжига во вращающейся печи обычно формируется через 30–40 минут после поступления материала в печь.
Предварительно нагретый в нагревателе известняк подаётся во вращающуюся печь. За счёт уклона и медленного вращения печи известняк перемещается к выходу, одновременно подвергаясь обжигу под действием горячих газов от горелки. У выхода материал слегка охлаждается и через выгрузное отверстие поступает в охладитель на головке печи.
Топливо (пылеуголь, природный газ, тяжёлое масло и др.), подаваемое через горелку, мгновенно газифицируется и сгорает, образуя высокотемпературные газы. За счёт радиационного тепла и нагрева сырья происходит основное разложение и декарбонизация.
Продукция, выходящая из печи, проходит через камеру обслуживания и теплообменную зону, затем выгружается за пределы печи с помощью зольного питателя, установленного в нижней части. При прохождении через теплообменную зону продукт осуществляет противоточное теплообменное взаимодействие с поднимающимся в охладителе охлаждающим воздухом и охлаждается до температуры ниже 100 °С за счёт вентиляторов охлаждения. Охлаждающий воздух, нагретый при теплообмене с продукцией до 500–600 °С, повторно используется для сжигания топлива и поступает в печь, повышая тепловую эффективность и обеспечивая энергосбережение.
Основные показатели обжига известняка:
Потери при прокаливании известняка – 38–41 %, исходя из этого для получения 1 тонны обожжённой извести требуется 1,61–1,69 тонны сырья.
Содержание эффективного оксида кальция ≥ 93–95 %, активность – 300–420 мл (обычно от 360 мл).
Для обжига 1 тонны извести требуется: уголь тепловой мощностью около 5000 ккал – 200 кг, конверторный газ – 700 м³, природный газ – 120 м³ (давление ≥ 18–25 кПа).
Требования к пылеугольному топливу (каменный уголь, антрацит): влажность ≤ 10 %, летучие вещества 20–30 %, зольность < 10 %, сера ≤ 1 %, низшая теплота сгорания ≥ 4800 ккал/кг.
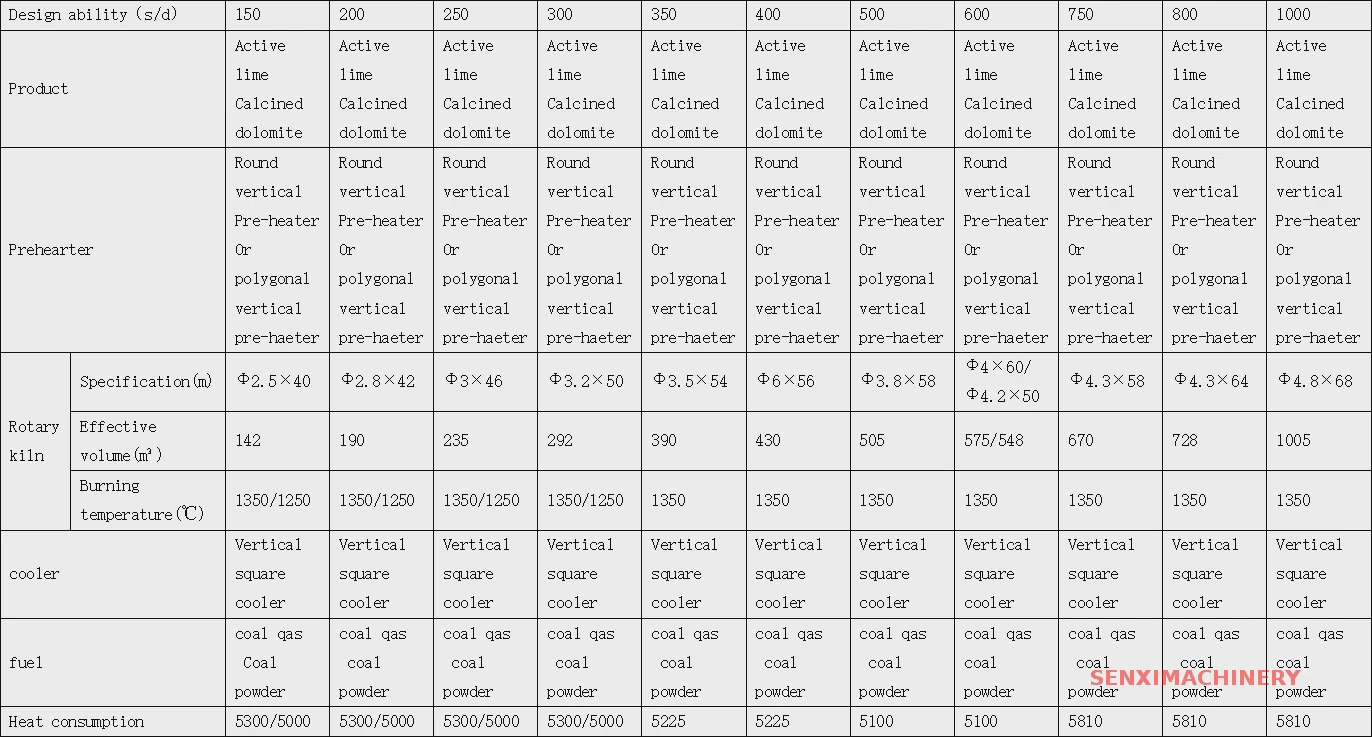
Подбор типа печи:
Выбор предварительных нагревателей:
Выбор предварительных нагревателей
Качественное сырье (известняк, доломит, магнезит и т.д.) транспортируется в бункер над предварительным нагревателем и через десять разгрузочных труб подается в камеру предварительного нагрева.
Вытяжной вентилятор отсасывает горячие отходящие газы температурой около 800–900 °С, выходящие из печи, снизу вверх через слой материала в камере нагрева.
Падающий материал поглощает тепло отходящих газов и подвергается предварительному нагреву перед обжигом.
При нагреве частиц известняка выше 800 °С на их внешнем слое начинается реакция разложения, и CO₂ (газ) постепенно отделяется от CaCO₃.
Теоретические и практические данные показывают, что температура разложения карбоната кальция (CaCO₃) составляет около 870–920 °С.
Во вращающейся печи с вертикальным предварительным нагревателем этот процесс вертикального нагрева обычно занимает около 120 минут.
В камере предварительного нагрева нагретый материал попеременно гидравлическими толкателями подается во вращающуюся печь.
Каждый толкатель за один раз подает около 170 кг материала, головка толкателя изготовлена из специальной жаропрочной легированной стали.
Каждый гидравлический толкатель оснащен отдельной гидростанцией.
Время подачи толкателя регулируется гидравлической системой.
Путем изменения настроек на управляющем компьютере регулируется интервал работы толкателей, обеспечивая точное управление производственным процессом.
Головки толкателей предварительного нагревателя изготовлены из жаропрочных стальных отливок.
Материал переходного желоба, входящего в устье вращающейся печи, также выполнен из жаропрочных стальных отливок.
Барабан вращающейся печи:
Q235B – это углеродистая конструкционная полуспокойная сталь с пределом текучести 235 МПа.
Сталь Q235B обладает достаточной пластичностью, прочностью, хорошей вязкостью и ковкостью, легко поддается штамповке и сварке. Широко применяется для изготовления общих механических деталей. В основном используется для сварных конструкций с повышенными требованиями к качеству в строительстве и мостостроении.
Высококачественные углеродистые конструкционные стали поставляются по химическому составу и механическим свойствам. Пониженное содержание серы, фосфора и неметаллических включений обеспечивает высокое качество и однородность микроструктуры, поэтому они применяются для ответственных механических деталей, требующих термообработки.
Химический состав стали Q235B:
Углерод С: ≤ 0,20 %
Кремний Si: ≤ 0,35 %
Марганец Mn: ≤ 1,4 %
Сера S: ≤ 0,045 %
Фосфор P: ≤ 0,045 %
Хром Cr: допустимое остаточное содержание ≤ 0,30 %
Никель Ni: допустимое остаточное содержание ≤ 0,30 %
Медь Cu: допустимое остаточное содержание ≤ 0,30 %
Материал зубчатых колес:
Материал зубчатых колес – ZG45 (ZG310-470).
Химический состав:
С: 0,42–0,5 %
Si: 0,17–0,37 %
Mn: 0,5–0,8 %
Cr: ≤ 0,25 %
Ni: ≤ 0,3 %
Cu: ≤ 0,25 %
Плотность – 7,85 г/см³, модуль упругости – 210 ГПа, температура ликвидуса – около 1495 °С.
Термообработка:
отжиг на 850 °С, закалка на 840 °С, отпуск на 600 °С.
Твердость после закалки (до отпуска) должна быть выше HRC55.
Согласно стандарту GB/T 699-1999:
предел прочности при растяжении – 600 МПа,
предел текучести – ≥ 355 МПа,
относительное удлинение – 16 %,
относительное сужение – 40 %,
ударная вязкость – 39 Дж.